Contact us 233 025 011
Contact us 233 025 011
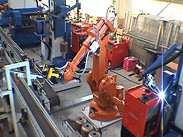
For serial production we design and deliver a complex production line including as the welding equipment as systems of automatic part feeding, magazines, conveyors, automated manipulators or robots.
The line is used for welding of rectangular profiles of 4 basic shapes in lengths from 1000 to 4000 mm. The profiles are tack welded at manual workstations outside the actual line.
Using a set of connected conveyors the profiles are transported from the input container to one of two automated welders.
During the transport, the profile is measured and according to the length the positions of the tailstock and torches of the welders and of charging manipulator movable arms are automatically changed. Charging manipulators connect an input conveyor, automated welders and an output conveyor.
The automated welder always makes 2+2 longitudinal seams using the MAG method, with automatic rotation between both welding cycles.
A roller conveyor, a manipulation station and an output cross conveyor takes a finished workpiece out of the space of the line.
Control elements and diagnostic signals are available on the central panel.
The line is designed for the production of 1 mil. pcs every year in 10 sizes (the charge volume being from 1 to 12 kg). The line meets the requirement for the minimum resetting time (within 20 min.) and fully automated operation.
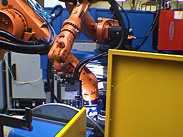
The line is fitted with three robots which manipulate with the pieces between individual technological operations. There is also an automated conveyor system for transport of semi products from the input (vibration hopper sleeves, both parts of the output conveyor outer case of the superposed degreasing line) between both welding “nests” to the output conveyor leading to the painting shop.
Each nest houses two automated welders, which are the same and are robot-operated alternately. During the first operation, a rotary welder welds a sleeve onto the upper case using the MAG technology.
During the second operation, the robot feeds the lower and the upper case one by one, a putting up mechanism of the machine centers both parts and inserts them into each other. The equipment has 2 positions on a turntable – during welding, “charging” exchange and putting up of semi products are carried out in the loading station.
The used welding equipment TIME TWIN / Fronius / allows for welding speed up to 220 cm/min while the demanded quality of seams is maintained.
The „JIGLESS“ robotized welding system we delivered is equipment which uses cooperating industrial robots instead of jigs to position semi products and weld them into a complete set.
Thanks to the universal construction of individual components (magazines of blades, grippers, disc fixing) it is possible to reset the line for another type of welded workpiece within 15 minutes.
The welding workstation includes two stations equipped with a continuously controlled rotary positioner (included in robot control as an external axis), a free-rotating tailstock and a welding robot. Operators fix the lower and the upper ventilator discs to the face plates of the positioner and the tailstock.
There is another – manipulating – robot between both positioners; this uses a universal grip to automatically select blades from one out of two universal pallets, orients them, puts them in the right position and retains them while they are stitched to the lower disc. Both welding stations are operated alternately.
Production line is designed for welding of water heaters / boilers in wide range of types and volumes. The line is assembled from universal semiautomatic welding machines which are equipped with dedicated handling systems. Separate welding machines are connected by automatic working accumulating conveyors.
As first operation in the welding line longitudinal MAG welding of the mantel is executed on ZEPIN seam welder. Equipment is determined for welding of mantels with diameter from 300 up to 1200 mm and length of 2 m.
In the next step inlet / outlets pipes and necks are welded in the mantel. For this operation special modified automatic type BRP-OH-V used. The machine is equipped with revolving system of changing the supporting pins and automatic setting of torch-position for three different weld´s diameters.
After welding of outlets the mantel is transported automatically in circumferential BRP-VP-1000, for welding of both domes. The system of clamping chucks around the whole diameter enables automatic centering and assembling of the tank without tack welding and with minimum intervention of operator.
The low-pressure testing equipment is included as the last station of the line.












Mechanization? Robot system? Integration?
Contact us!